

依据氦质谱检漏原理,根据被检件结构、大小、检漏要求等不同,衍生出了多种多样的氦质谱检漏方法。
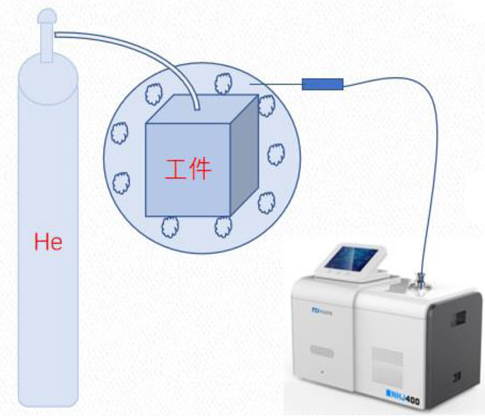
一般情况下,将氦泄漏检测按照氨气的流向分为正压检漏和真空检漏两种情况,氦质谱正压检漏方法可分为吸枪直测法、氦罩积累法;氦质谱负压检漏方法可分为真空喷氦法、真空护罩法。

为了尽量模拟工况,内压容器宜采用正压检漏,外压容器则适用于真空检漏,具体应根据被检容器的结构特点、允许漏率及检测目的选择整体或局部、定性或定量的检测方法,也可采用不同方法的组合。
1、在复合材料成型模具上应用氦质谱检漏技术的必要性
在复合材料零件固化过程中,由于其具有材料复合过程和零件成型过程同时完成的特点,对成型所需模具要求较高,必须用专门设计制造的工装来保证零件的外部尺寸和内部质量,。在复合材料零件的成型工艺过程中,对成型模具的气密性要求比较高,要求焊接区域真空完整性好,泄漏量在工艺规范要求范围内,模具必须保证在固化温度和压力下长期工作500次以上不发生泄漏。


现阶段复合材料成型模具多为框架式结构,由型面板和支撑框架组成(10-12),其制造过程如图2所示。型面面板与底部支撑框架通过焊接方式连接成整体,而尺寸较大或曲率变化较大的型面面板则需要由多块板材拼焊而成,型面上常见焊缝位置如图3所示。当型面形状复杂或者型面材料为invar钢时,焊接难度加大,在焊缝处易发生泄漏现象。当模具气密性检测不合格时需要在模具上找出漏孔位置,对该区域先切除然后再补焊修复。
![]()

目前对复材模具进行气密性检测所使用的方法有:静态升压法、指示剂显示法、射线照相法、氦质谱检测法及铺层固化法。
![]()

几种检测方法的优缺点比较见表1
![]()
表1几种检测方法的比较
其中最常用的是静态升压法,使用这种检漏方法检漏时,工艺规范中规定模具型面气密性需要同时满足室温泄露检查和高温泄露检查的要求。而高温泄露检查需要热压罐提供高温高压条件,成本较高;且无法确定漏源位置,若模具气密性不合格则需要多次分区域制袋进热压罐来寻找漏点,漏点位置不易找到;多次进罐并制袋使得工装检测程序繁琐、检测费用高且检测周期长,对于机翼、机身等大型工装,这些问题显得尤为突出。且国内多数模具制造商均无大型热压罐,模具制造完成后,需要将模具运输到别处来完成高温气密检测。模具的制造与检测地点不一致,给检测人员的工作造成了不便,而且,在长途运输过程中,有可能对模具造成一定的影响。
采用氨质谱检漏方法能显著降低模具的检测成本。且如果模具出现泄漏,则静态升压法检测需分块打袋寻找漏点,经常出现需要多次进罐才能找到漏点的现象,短则一两天,长则几个月。
而采用氨质谱检漏技术检测则能够快速准确地找到漏点位置,且氨质谱检漏仪体积和重量不大,可以很方便灵活地搬运。
2、氦质谱检漏技术在国外复合材料成型模具上的应用
氨质谱检漏技术作为真空检漏领域里不可缺少的一种技术,具有检漏效率高、操作方便、仪器响应快、精度高、不受其他气体的干扰、能精确判定漏点等优点目前在国外已成熟应用于复合材料成型模具的气密性检测过程中。国外模具制造商采用此种检测方法节省了大量的生产成本。根据他们的应用经验,使用氨质谱检漏仪检测漏率值合格的模具,在热压罐内高温高压环境下使用时均没有发生过泄漏现象。
3、临界漏率值的确定?
如何根据氨质谱漏检测方法取得的漏率值来判断复材模具的气密性是否合格,即如何找到一个界漏率值是检漏实验的关键所在。为此,可分别采用氨质谱检漏法与静态升压法检测多个模具,将每个模具采用氨质谱检漏法检测的漏率值与采用静态升压法检测时的压力变化值进行对比,分析并归纳多个模具的检测情况以确定临界漏率值。
4、检漏注意事项
检漏过程中有以下注意事项:
(1)适当掌握喷氮时间。太短则灵敏度太太长则检测速度慢且浪费氨气。一般情况下,喷吹时间为3倍反应时间(15);
(2)喷足够但少量的氨气。如果将喷枪浸入水中的话,喷枪每秒冒出小于十个气泡;
(3)检漏次序要合理。由于氨气轻,在空气中释放时易向上扩散,同时也为了减少由于漏孔存在而需要清除检漏系统氨本底的次数,在检漏时应由被检件的上方至下方,相对检漏仪位置由近至远地依次喷射氨气6;
(4)有风时,由下风口向上风口探测:需要精确探测时,尽量避开风口;
(5)检漏场地要有良好的通风条件,但不应影响喷嘴喷出氦气流的方向:
(6)对漏孔定位检测时,要根据检漏仪输出值的变化大小和反应时间长短来判断漏孔位置。如果检漏仪输出值增大速度较慢,且反应时间明显变长,说明漏孔不在施氦的位置,而在氦气所能扩散到的某个位置16;
(7)使用可行的方法堵住可疑漏点,以确认漏孔位置)此外,检出漏孔后还应再做几次复查,检漏过程中应避免大量的氦气污染被测环境,并要求操作者有耐心及良好的心态,细致全面地查找漏点。
5、结论
(1)在复合材料成型模具上应用氨质谱检漏技术可以便捷地确定漏不漏、哪儿漏、漏多少,对于节省模具生产成本,缩短模具检测周期有非常重要意义;
(2)在国外,氦质谱检漏技术在复合材料成型模具上已经得到广泛成熟应用,国内在此方面的应用尚处于探索研究阶段;
(3)对应用于复合材料成型模具的氦质谱检漏系统进行系统设计,介绍检测流程,探索临界漏率值的确定,总结检漏注意事项。
![]()
安徽诺益科技提供氦质谱检漏仪完整的产品线, 从便携式氦质谱检漏仪到检漏模块, 提供负压检漏 (真空法) 和正压检漏(吸枪法), 满足各种应用. 氦质谱检漏仪与传统泡沫检漏和压差检漏对比, 在提供无损检漏的同时可以检测出更小的漏率 5E-13 Pa m3/s, 利用氦气作为示踪气体可精确定位, 定量漏点. 氦质谱检漏仪满足单机检漏, 也可集成在检漏系统或 PLC.
